2017年中国乘用车市场整体表现不温不火,但是自主品牌却作为一匹黑马,表现十分亮眼。其中上汽乘用车的荣威和名爵两大品牌齐发力,月销量保持在超过30%的同比增速,是中国增长速度最快自主品牌车企。
上汽乘用车在产销量高速增长的同时,质量体系也在不断地完善和提升。紧随“中国制造2025”的国家战略方针,已逐步实现质量管理的数字化、自动化和智能化,质量控制和质量管理中的大数据全面应用已经初具成果。工业大数据,不仅仅只是大量的数据,而是囊括了和制造相关各个阶段、多个维度的数据,并且要找出这些数据之间相互的影响关系,保证最终产品的质量。
我们以上汽车身尺寸质量控制为例,来了解下他们如何利用工业大数据做质量管理的。汽车车身制造工艺异常复杂,需要通过上百道工序,将几百个零部件拼接成一个完整的白车身,其中尺寸精度质量是一项复杂、系统的工作。车身的尺寸精度影响着整车零部件安装、四轮定位、匹配、密封等一系列的功能,整车80%的质量问题可能都是由于尺寸精度的原因引起。因此,完善车身尺寸精度质量管控体系,是质量工作的重要内容。与其相关联的部门涉及到制造车间、样板科、上汽质保部、车身SQE等部门。
上汽乘用车工业大数据应用主要包含以下方面
一、建成了完备的数据采集体系。包括多种产品测量装置、工艺数据收集体系以及现场实时数据收集方式。这一数据收集体系涉及了多个部门,如车间,质保部等。
1、在各个生产过程中部署多种测量设备:在线激光检测设备、现场检具测量设备、三坐标设备、白光测量设备、关节臂测量仪、激光跟踪仪、现场模拟装置、手持式检具、内间隙电子测量仪、主模型以及间隙面差测量仪等。这些测量设备部署在车身制造的各个环节,全方面收集制造过程中的产品数据;

2、采集工艺数据:除了采集产品数据,上汽乘用还将工装数据——包括工装标定数据、垫片调整记录,以及生产过程中的工艺事件收集到积梦智能为他们设计的数据管理平台中;

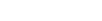
3、改善数据收集方式:使用移动APP实时收集现场的数据,利用移动APP,现场人员可以随时记录发生的事件、质量问题以及现场测量数据;
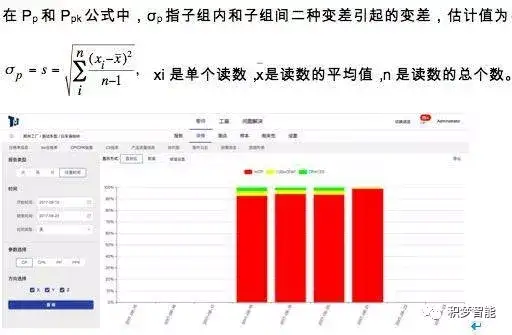
二、通过部署积梦智能数据分析平台来管理上述所有的数据。
上面提到上汽乘用通过不同设备和方式采集了大量的数据,然而这些数据格式各不相同,以往传统的方式很难将他们统一管理应用。目前他们采用积梦的数据分析平台,将这些数据统一管理到这一个平台系统。通过积梦数据平台的处理,所有的数据不再是信息孤岛,所有相关部门都可以上传并查看数据。

三、全面有效地管理供应商产品数据。
供应商数据也是影响产品最终质量的关键因素,以往供应商数据都是零散提供,不能做有效地统计分析,并且对供应商数据的正确性也不能有效把控。如今各个供应商通过网络直接将数据上传到数据分析平台中,上汽可以对这些数据做长期的追溯分析。并且设置统计算法,当供应商数据造假或有手动修改,系统会产生提示信息或拒绝数据上传。利用这一功能,SQE能更加有效地管理供应商质量。

四、利用积梦数据分析平台,多维度评价产品质量状态和生产工艺状态。
1、合格率评价
即通过比较车身各个关键点的设计坐标值与实际坐标值的偏差来判断其尺寸的好坏。合格率是一个对单产品的质量进行评价的指标。计算方法是以各点测量偏差数据与公差带进行比较,如果测量偏差值落在公差范围内,则该测点合格,否则为不合格。一个产品上所有测点中合格点数与测点总数的比值即为通过率。由于导致通过率变化的原因很多,如均值漂移和波动过大等,因此合格率是一个总体的评价,可以作为质量的一个即时监控。合格率公式为:
合格率=控制范围内的测点数/总测点数x100%
我们通过计算出一个零件合格率的大小,来总体评估该零件的尺寸状态。
上汽乘用车评价产品合格率包括常规尺寸合格率和功能尺寸合格率。

2、稳定性评价
尺寸的稳定性也是上汽乘用车评价产品的一个重要指标。产品的稳定性不仅影响产品尺寸的优化,也会影响整车的许多后续工艺过程。
(1)、单点稳定性
通过计算一定时间段内某一点波动值6σ的大小,来评价该点这段时间内的稳定性,6σ越小,则该点这一时间段稳定性越好。
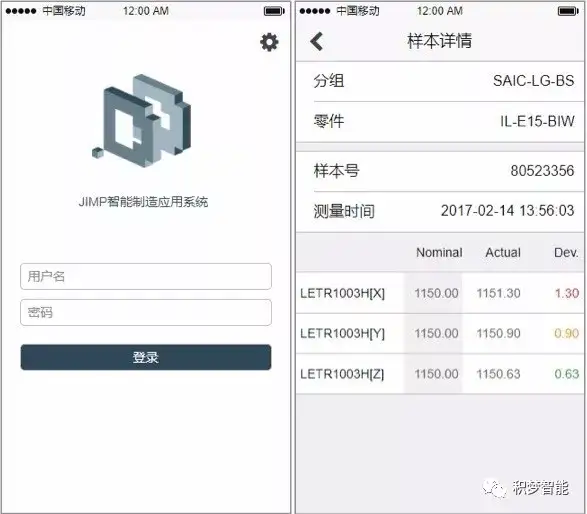
(2)、整车稳定性
a、将所有测点的波动值6σ由小到大排序 ,如下图
b、以全部测点的第95%个点的波动值6σ为标准画出一条分界线,取该波动值作为车身某段时间内的的CII(不断改进)值来评价其稳定性,CII值越小,则整车稳定性越好

3、评价工艺过程能力
对产品评价的同时,上汽乘用车也计算Cp/Cpk/Pp/Ppk对生产过程进行评价。
(1)含义
Cp:指稳定过程的能力指数,它把过程能力与由公差表示的最大可允许的变差进行比较,该指数反映了过程是否能够很好地满足变化要求。Cp不受过程位置的影响。
Cpk:稳定过程的能力指数,它考虑了过程的位置和能力,对于双边公差,Cpk总是小于或等于Cp。
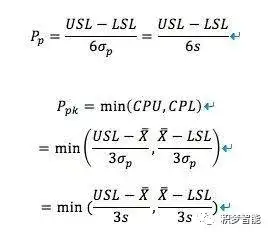
Pp:指过程性能指数,它把过程性能与由公差表示的最大可允许的变差进行比较。该指数反映了过程是否能够很好地满足变化要求。Pp不受过程位置的影响。
Ppk:指过程性能指数,它考虑了过程的位置和性能。对于双边公差,Ppk总是小于或等于Pp。
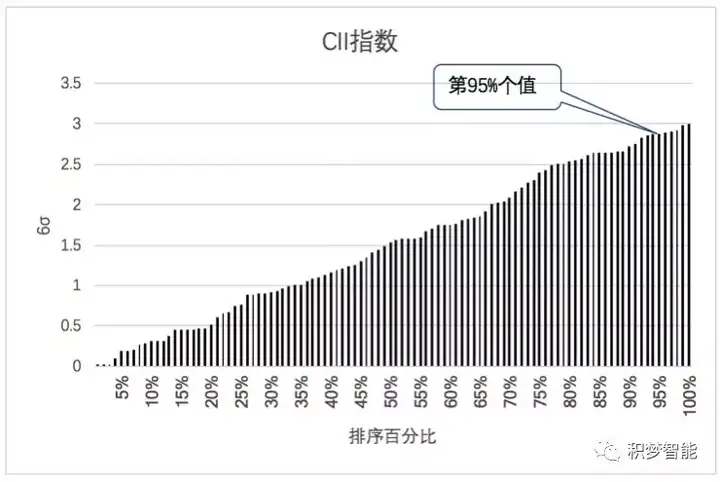
(2)他们的计算公式:
在Cp和Cpk公式中,σc指子组内变差,它仅仅是由子组内变差引起的变差。估计值可从控制图R/d2或s/c4得到。
在上汽乘用车,评价产品合格率、稳定性和评价生产过程的能力三种方式一直贯穿与整个生产质量管控过程。是质保部评价车辆制造质量的重要指标。
五、制作多种质量报告
导入数据平台的数据,经过预处理后,基于他们的质量评价体系,他们会利用软件平台中的组件,制作和发布多种报表,来反映产品质量状态和生产工艺状态。利用该应用,质保部制作和发布质量报表的效率大幅提升。

六、质量实时问题报警
在积梦数据分析平台中设置了多种数据判断条件来防止有质量问题的产品流入下道工序。在产品测量的同时,如果系统发现有测量数值触发了设置的条件,会自动即时将信息通过短信、邮件或者微信传送到相关人员。例如,某些关键点的数据一旦超差就会影响后期的安装匹配,当报警信息发送到工程师,工程师会及时响应,能够避免批量的缺陷产生。还有,可以通过SPC判异规则预设报警条件,防止工装磨损、班次差异等引发产品的质量问题。
实时问题报警是上汽乘用车应用工业大数据典型的案例。它有效地防止制造车间将缺陷产品流入下道工序。
七、问题的分析处理
由于收集了各个方面、多个生产过程的数据,他们利用积梦数据分析在系统中常见的质量工具来分析数据,如趋势图、控制图、排列图、直方图、相关性分析等,利用这些工具,用户可以从不同的方面来了解产品的质量状态,来查找产品质量的变化趋势。
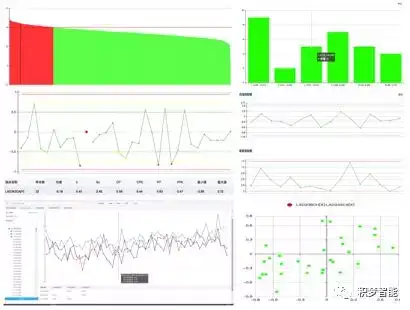
以最简单的趋势图分析为例,当他们从系统中发现数据有规律性的周期变化后,可以在系统中查找与之变化规律性相同的工艺事件,再分析该工艺事件可能产品数据变化的潜在原因,最终找出根本原因。另外,在系统中计算整个车身上所有点之间的相关关系,可以通过分析,找出一直强相关的点,来优化测量方案,即对于一直强相关的点,只需要监控其中的一个点,其数值即能代表另一点的状态,从而达到节省测量资源的目的。
再例如,利用数据的相关性分析,能快速找到质量问题的原因。如图所示,某白车身上右侧围上两个测点的6σ一直保持较大的数值,现在需要查找原因,降低他们的波动值。
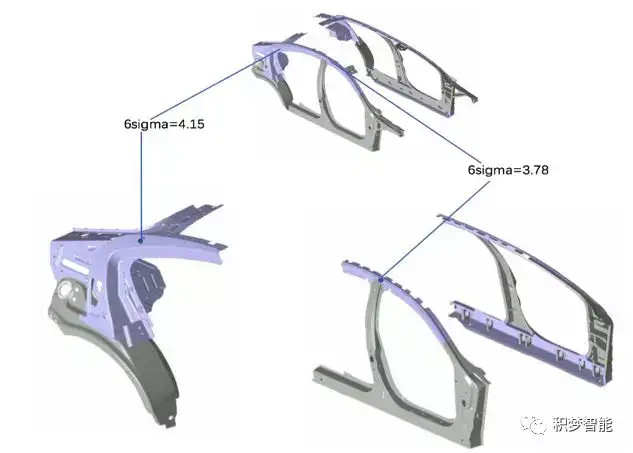
从工艺上分析,该总成由前后两部分在分拼工位上拼接而成,而总成又在总拼工位上与其它总成拼成白车身,我们需要找到造成这两点波动的来源。
先观察该总成上测点分布情况,下图为总成上测点的分布位置:
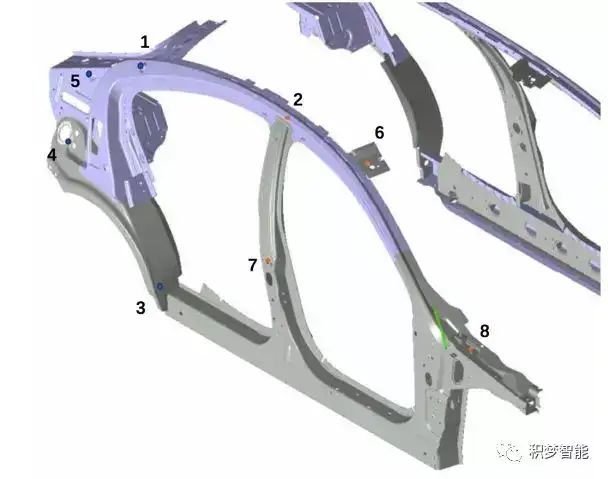
由上图,可知测点1、3、4、5为后部分总成上测点,点2、6、7、8为为前部分总成上测点。将该总成上各测点的相关性系数分别结算出来,查找规律。
下表为各测点两两的相关性系数:
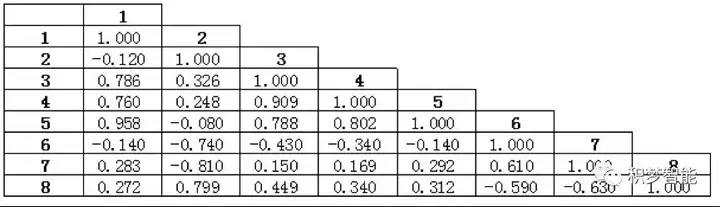
由上表可以看到,点1、3、4、5之间两两均有较高的相关性;点2、6、7、8之间也两两具有较高相关性。而点1、3、4、5和点2、6、7、8之间均没有较显著的相关关系。可以得出:前部分总成各点之间存在明显的相关关系;后部分总成各点之间也存在明显的相关关系;而前部分总成和后部分总成在尺寸数据上没有显著的相关关系。说明测点数据主要是由分总成状态所影响,前后部分总成数据相对独立,要解决数据波动大的问题需要从拼接分总成的分拼工位着手,在该工位上将两分拼的位置状态调整到最佳。
在这个案例中,工程师去分拼工位排查问题时发现,在该工位有一辅助定位销与一夹头的闭合顺序颠倒,工程师调整之后,状态随即大幅改善。利用数据分析工具和工业大数据分析和解决问题,大大提高了样板部门解决问题的效率。
综上,上汽在利用工业大数据做质量管控的过程中,主要从以下几个方面着手:
1、充分布置监控手段,尽可能收集制造过程中的各类数据,做到信息收集无盲点;
2、通过统一质量管理系统——积梦数据分析平台的应用,结合信息关联、 工作流、报告与工具,完成数据的及时处理和有效分析。
在将来,积梦还会帮助上汽乘用车实现全生命周期的大数据应用。包括更全面、更有效地采集供应商数据;另外,在整车售后过程中,收集客户抱怨和返修数据,将这些数据充分反馈到制造过程中来,更有效提高制造产品的质量。
并且将制造过程数据与售后数据有效反馈到研发部门,帮助整个研发过程质量提升。
上汽乘用车,乃至整个汽车业的工业大数据应用需求,给我们提供了机遇和挑战,我们也致力于面对这些机遇和挑战,为中国的汽车制造业尽一份心力。


